Time : June 25, 2023
1 Existing problems
A company’s existing external groove grinding machine uses hard alloy material for fixed support, as shown in Figure 1. Due to the high friction coefficient and poor self-lubrication of hard alloy, surface scratches or support marks are generated when the outer diameter of the outer ring rubs against the alloy, which has a certain impact on the surface accuracy and appearance of the outer diameter. Due to some users’ requirements for unsupported outer diameter printing, the outer diameter Z final return process is adopted to eliminate it. After the ultra precision machining of the channel is completed, return to the outer diameter process before assembly for outer diameter grinding. This process not only has a large workload and low efficiency, but also can easily cause mixing, posing certain risks to product quality, and also bringing difficulties to organizational production.
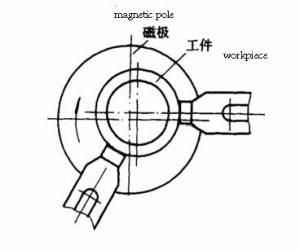
Figure 1: Support before improvement
Due to the difficulty in adjusting the eccentricity of the fixed support, and the variation of the eccentricity with the wear of the support, it affects the size of the part groove, and the shape error of the workpiece surface before grinding will be reflected on the surface of the workpiece after grinding. In addition, the use of this support does not significantly improve the roundness of the parts.
2 Improvement measures
As a supporting material, it must have high hardness, strength, and wear resistance, as well as a certain degree of self-lubrication. It cannot be bonded or embedded with metal, and metal materials cannot meet the above conditions. The use of ceramic materials is a good way to solve the above problems. For this reason, oxide ceramics with both high hardness and certain impact resistance were selected. However, due to the extremely hard nature of ceramic materials, general grinding wheels cannot grind them, and they are not conductive and cannot be processed by wire cutting. So when manufacturing supports, it is necessary to minimize the shrinkage during the mold production stage based on the characteristics of ceramic pressing and sintering molding. To reduce the number of pressing molds, when designing various specifications of supports, it is necessary to ensure the performance of each type of bearing processed by the support, while also striving to meet universality.
The improved support adopts floating support. The floating support is made of copper or stainless steel material with a ceramic rod embedded in the matrix. The floating support and support frame are in a clearance fit and can rotate around the pin shaft with a floating amount of 0.2-0.4mm. The use of ceramic materials has the advantages of low friction coefficient, less adhesion to metal, and good wear resistance, which can remove the pressure marks on the outer diameter surface of the support. Compared with fixed supports, floating supports have better process performance, which can reduce the impact of outer diameter reference on the machining accuracy of the channel, thereby effectively improving the roundness of the part channel. The improved support structure is shown in Figure 2.
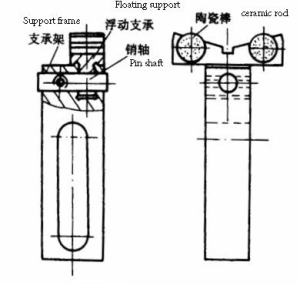
Figure 2 Improved Support
3 Comparison of effects before and after improvement
Small batch comparative tests were conducted on the support before and after improvement. Taking the outer ring of 6306E bearing as an example, 500 pieces of fixed support and ceramic floating support were processed on the LZ48B machine tool, and 10 pieces were randomly selected for measurement and comparative analysis, as shown in Table 1.
Table 1 μ M

From Table 1, it can be seen that the improved ceramic floating support has greatly improved the outer diameter and channel roundness of the outer ring, with an average improvement rate of 26%, while the average improvement rate before the improvement is 17.6%. The outer diameter has no support printing and is universal within a certain range, making adjustment more convenient. Ceramic supports and support frames can be reused, and the cost of tools is significantly reduced compared to before, because hard alloys are welded to the support frame and will be scrapped as a whole after wear and tear, requiring repeated configurations every year, resulting in high costs; The ceramic support is bonded to the support, and the bearing surface can be replaced repeatedly after wear. A ceramic rod can be reused three times. Therefore, the cost is lower than that of hard alloys. At present, this support is being promoted and used on our company’s 3MZ1410 and 3MZ1412 external groove grinding machines.
More about XZBRG Tapered Roller Bearings:
Tapered bearings are uniquely designed to manage both thrust and radial loads on rotating shafts and in housings. We manufacture nearly 13569 bearing combinations – in single, double and four-row configurations. Use the tapered roller bearing interchange chart below to cross-reference bearing part numbers from LILY & Timken, The bearing interchange chart is meant to be a quick cross-reference guide.
